Sitas Non Destructive Testing Services

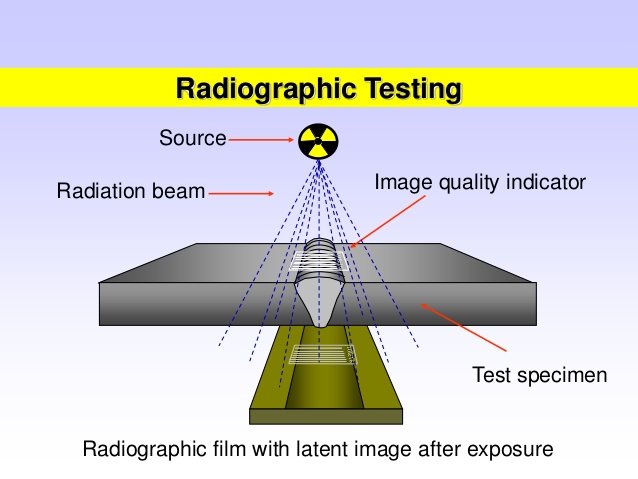
Radiographic Testing
Radiographic Testing (RT), or industrial radiography, is a nondestructive testing (NDT) method of inspecting materials for hidden flaws by using the ability of short wavelength electromagnetic radiation (high energy photons) to penetrate various materials.

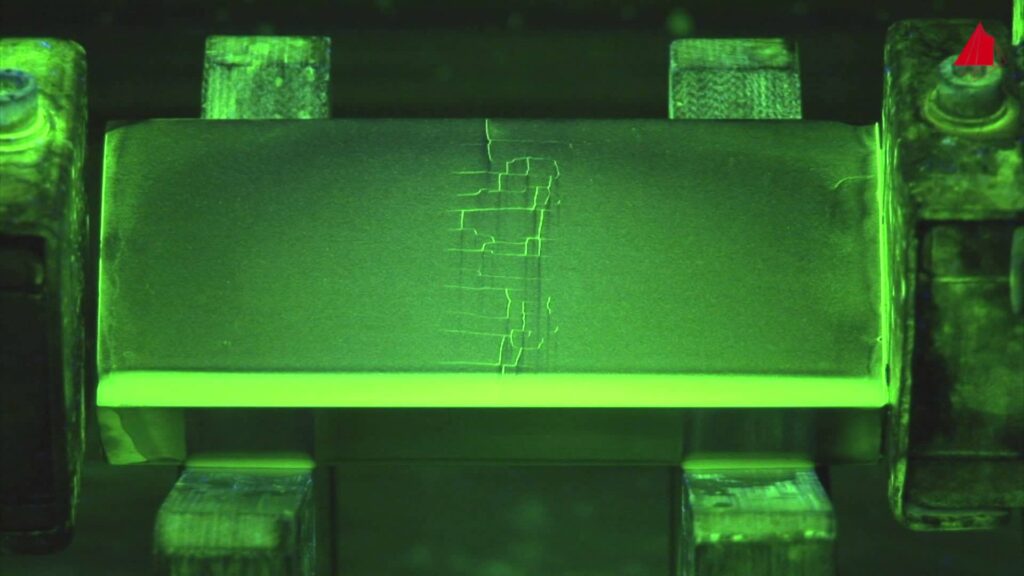
Ultrasonic Testing
High-Frequency sound waves are sent out at a material to find material changes. A pulser produces an electrical pulse that causes a piezoelectric transducer to send out a sound wave. Reflected waves are transformed back into electrical signals by the transducer and analyzed. Applications are in thickness gauging and flaw detection

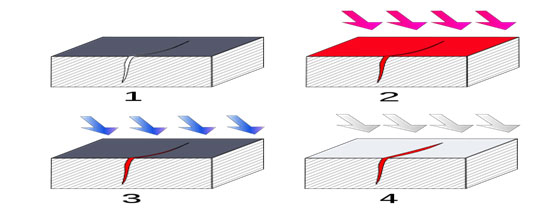
Magnetic Particle Testing
Magnetic Particle Inspection (MPI) is a non-destructive testing (NDT) process for detecting surface and slightly subsurface discontinuities in ferroelectric materials such as Iron, Nickel, Cobalt and some of their alloys.

Penetrant Testing
Dye penetrant inspection (DPI), also called liquid penetrant inspection (LPI) or penetrant testing (PT), is a widely applied and low-cost inspection method used to locate surface-breaking defects in all non-porous materials (metals, plastics, or ceramics).

Visual Testing
It is one of the most common and most powerful means of non-destructive testing. Visual testing requires adequate illumination of the test surface and proper eye-sight of the tester.

Upgradation Services
SITAS has full-fledged facilities and qualified welders for up-gradation of carbon steel, alloy steel and stainless steel castings. Radiographs will be evaluated to the required standards immediately and repairs / up-gradation will be undertaken.
Infrastructure
COBALT - 60 EXPOSURE DEVICES
-
Co-60 Model 684
-
Co-60 Model 680
-
Co-60 Model Sentry 110
-
Co-60 Model Sentry 330
IRIDIUM -192 EXPOSURE DEVICES
-
Delta 880
-
Roli-2
X-RAY EQUIPMENTS
-
Rich Seifert Model Eresco 200MF4-R
-
Rich Seifert Model Eresco 260 kva
-
Rich Seifert Model Eresco 280 kva
-
Super Liliput Portable unit Monotank 180 kva
-
Escorts Andrex 260 kva /300 kva
-
Luminux TF-3125 Portable unit 250 kva
LINEAR ACCELERATOR DEVICES
-
Linatron M6 – 6 MeV
SELENIUM 75 EXPOSURE DEVICES
-
1075 SCARpro
Phased Array Ultrasonic Testing
-
OmniScan X3
-
Focus PX Acquisition Unit | Focus PC Software & SDK
ULTRASONIC INSPECTION EQUIPMENTS
-
USM 36 Ultrasonic Flaw detector with DAC/TCG/DGS
-
Kraut Kramer USK-7
-
Panametrics Epoch-III Model 2300
-
UFD Einstein-II (TFT)
MAGNETIC PARTICLE INSPECTION EQUIPMENTS
-
Flaw Check Defectoscope Type UFHD-403 Bed length
-
Magnaflux Model P-1500 Prod Type
-
Magnaflux Model Crack Detector Yoke Type MEY-2
PERSONNEL MONITORING DEVICES
-
RADIATION SURVEY METERS
-
MINIRAD WIDE RANGE 0-5 mR/hr
-
MINIRAD
-
DOSIRAD SE-5 1-200 mR
-
POCKET DOSIMETERS

 Cobalt-60 is a preferred source for the radiography of steel thickness of about 75mm to 200 mm. We have world’s latest and sophisticated gamma ray projectors and proud to say that we are the only private agency in India having a maximum number of Cobalt -60 (TECH OPS) exposure devices.
Cobalt-60 is a preferred source for the radiography of steel thickness of about 75mm to 200 mm. We have world’s latest and sophisticated gamma ray projectors and proud to say that we are the only private agency in India having a maximum number of Cobalt -60 (TECH OPS) exposure devices.